Frézování umožňuje přesné vyřezávání libovolných tvarů z různých materiálů, zajišťující hladký, matný povrch řezné hrany. V případě čirého plexiskla je možné použít diamantové frézování, které dodává hranám efekt zrcadlové průhlednosti. Frézování je vynikající volbou pro projekty vyžadující vysokou přesnost a estetické dokončení.
Laserová technologie umožňuje rychlé a přesné vyřezávání tvarů z mnoha druhů materiálů. Proces laserového řezání taví hrany, což dává efekt průhlednosti a lesku. Ačkoli povrch hrany není dokonale rovný, jemné nerovnosti přidávají charakteristický vizuální efekt.
Plotrové řezání se používá hlavně u materiálů jako jsou samolepicí fólie nebo tenké kartony. Umožňuje přesné vyřezávání jednoduchých i složitých tvarů v krátkém čase. Je to ideální metoda pro projekty vyžadující vysokou opakovatelnost a nízké výrobní náklady.
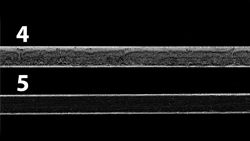
Tradiční řezání gilotinou poskytuje jednoduchou a ekonomickou metodu zpracování. Na řezných hranách mohou zůstat drobné stopy a otisky, které lze snadno odstranit pomocí brusného papíru. Možnost volby vyhlazení hran umožňuje získat estetické dokončení.
Souhrn:
Každá z technologií řezání má své jedinečné vlastnosti, které lze přizpůsobit specifikům projektu. Díky širokým technologickým možnostem můžeme zajistit přesné a estetické zpracování jakéhokoli materiálu, splňující i ty nejnáročnější očekávání zákazníků.
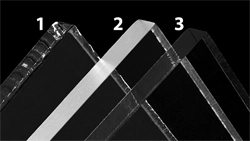
1. Řezání - laser CO2
2. Frézování plexi
3. Leštění hran diamantovou frézou
4. Řezání TuBonda gilotinou
5. Frézování Tu-bondu
Portálový průmyslový plotr Kimla 1326 je moderní zařízení pro přesné zpracování různých materiálů metodou frézování, řezání nožem a bigování.
Prvky vyřezané na frézce mají ostré hrany a zbytky vrchní vrstvy materiálu. Zatupení hran a odstranění zbytků je na straně Objednatele - doporučujeme použití brusného papíru o zrnitosti 150-200.
Frézka Kimla 1326 zajišťuje přesné a všestranné zpracování různorodých materiálů, což ji činí ideálním řešením pro reklamní, průmyslový a obalový průmysl.
Proces leštění hran frézou s monokrystalovým diamantovým ostřím na stroji Kimla se týká čirého plexiskla a spočívá v použití speciálního diamantového nástroje k dosažení hladkých, průhledných hran po frézování.
Diamantové leštění je účinná metoda, zejména v případě vysoce kvalitních prvků z plexiskla používaných v reklamě a expozicích, kde záleží na dokonalém dokončení a estetice detailu.
Ohýbání kompozitních materiálů, jako je Tu-Bond (DiBond), se realizuje řezáním V-drážky pomocí kuželové frézy. Tento proces umožňuje přesné ohnutí panelu bez narušení vnějších vrstev hliníku, což zaručuje estetické a trvanlivé dokončení.

Ohyb hrany Tu-Bond používáme také v kalkulátoru tabulek a značek. Cílem je zpevnění čelní plochy a přeměna plochého panelu na prostorovou konstrukci. Tento proces zvyšuje trvanlivost tabulky a zlepšuje její estetiku, eliminuje nutnost použití dodatečných rámů nebo výztuh.
Díky použití kuželové frézy umožňuje frézka Kimla přesné a opakovatelné ohýbání Tu-Bond (DiBond), což z ní činí ideální řešení pro reklamní, stavební a průmyslový sektor.
Bigování/falcování je proces umožňující estetické a přesné skládání tištěných materiálů.
V případě bigování, perforace nebo falcování nestandardních projektů (nezdefinovaných v šablonách) je třeba:
Perforace je knihařský proces, který spočívá ve vytvoření série malých zářezů podél linie, umožňujících snadné odtržení části papírového archu. Díky tomuto řešení lze pohodlně oddělit fragmenty materiálu, jako jsou kupony, formuláře nebo vstupenky, bez použití nůžek nebo řezných nástrojů.
Sešitové šití je knihařská metoda, při které jsou papírové archy skládány a sešívány kovovými sponkami podél hřbetu. Tento způsob spojování stran je trvanlivý a estetický, a také umožňuje snadné otevírání brožury. Sešitové šití se ideálně hodí pro tenké brožury, informátory, poznámkové bloky, sešity.